文章插图
【特殊换热器种类之双管板换热器全解 双管板换热器】
双管板换热器制造过程中关键要控制四块管板的同轴度、平行度、扭曲度及其与壳体轴线的垂直度 , 这样大大可保障设备的制造质量 , 也可保障换热管与管板的连接性能 。
1、壳体
文章插图
要严格控制有关几何尺寸和方位 。错边量、棱角度和无损探伤按GB150-1998规定执行 , 周长、圆度和直线度按GB151规定执行 , 壳体长度按图样规定 。检查壳体两端面平行度与壳体轴线垂直度 , 在两端面标出对称的十字中心线 , 且两端面中心线连线(方位线)平行于壳体轴线 , 该标记线是组对双管板的基准之一 。用与折流板外径相等的圆盘模板工装预先检测壳体内径与直线度 , 确保折流板外径和壳体内壁有一定间隙 , 使管束能顺利装入壳体 。
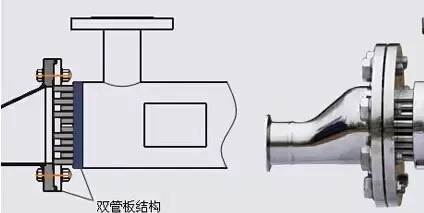
2、双管板换热器的管板及折流板
在双管板换热器中 , 换热管的端部的管板称为外管板 , 此管板兼作设备法兰 , 分别与换热管及管箱法兰相连;在距换热管端部较近位置的管板称为内管板 , 分别与换热管和壳程相连 。
文章插图
采用数控钻床钻孔 , 控制管孔直径、垂直度及管孔间距 。为利于穿管 , 管板和折流板的钻孔方向应与穿管方向一致 。按图样和GB151规定对单块管板管孔进行检验 , 特别是内侧管板管孔内不允许有贯通性的螺旋形或纵向条痕 。把两组双管板分别按钻孔方向叠置 , 找同心 , 用换热管逐孔预穿 。将折流板叠置钻孔 , 按钻孔方向逐块做顺序号和正反面标记 。每块折流板正反面的管孔均要仔细倒角、清除毛刺 , 防止穿管时损伤管子外表面 。把双管板和折流板按钻孔的方向顺序叠置 , 用换热管逐孔预穿 。
3、双管板预装
清除管孔内和管板面的毛刺、铁屑、锈斑及油污等影响胀接质量的异物 。将每组双管板用50mm长的定位筋板连接成1个整体,调整每组双管板的同心度、平行度和扭曲度,用换热管逐孔预穿之后,按焊接工艺分别固定焊成2组双管板 。
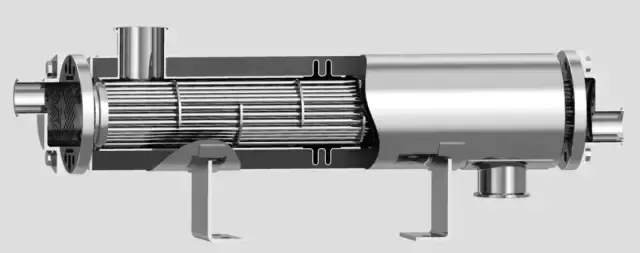
4、管束与壳体组装

文章插图
在壳体内组装拉杆、折流板,并进行穿管的方法较为稳妥,有利于控制2组双管板的组装质量 。最好使用刚出厂的外表面光滑的管子,杜绝使用有腐蚀坑的换热管 。按壳体的方位线先组对第2组双管板,调整第2组双管板与壳体的垂直度和同心度 。在壳体内把拉杆装于内侧管板2上,按钻孔的顺序组对折流板 。
每装1块折流板,就从外侧管板2密封面方向穿入梅花形的数组换热管 。其目的是自然调整折流板与管板的同心度 。待用螺母紧固折流板之后,可从折流板朝外侧管板2方向穿入全部换热管 。换热管伸出外侧管板2的长度大于双管板间距的2倍 。最后组装第1组双管板,测量外侧管板1和内侧管板1的同心度、平行度和扭曲度及2组双管板之间距 。穿入全部换热管后,以外侧管板面为基准,调整换热管伸出管板面的长度为3~4mm 。双管板与换热管连接的顺序为,先胀接内侧管板与换热管,后焊接外侧管板与换热管 。
5、内侧管板与换热管的液压胀接

推荐阅读


- 与女朋友聊天如何找话题 跟女朋友找话题聊天
- 如何正确使用开塞露? 开塞露怎么使用
- 自动档车如何正确起步和停车 自动挡汽车怎么开
- 狂犬疫苗的这2个副作用 狂犬疫苗的副作用
- 为什么说犹太民族是流浪的民族? 犹太民族
- 胃疼如何缓解 胃疼怎么缓解
- 五本高质量的言情小说 好看的宫斗小说
- 吃花生到底有什么好处? 花生的营养价值
- 小孩感冒不通气治疗妙招 孩子感冒鼻子不通气怎么办