桥架下翻90度的做法
为您解答桥架下翻90度的做法
桥架弯曲后的底边长(底部斜边du)与桥架宽度同长即可,zhi但范围控制在100-400mm 。
【桥架下翻90度的做法,线槽下翻90度的做法】选定这段长度的两个点,在桥架侧帮上划出相对于底边的两条垂直线,选定桥架弯曲方向做为切割开口侧 。
选开口侧做为底边,以画出的两条垂直线分别做为两个等腰三角形的中分线,此等腰三角形底边长度的确定公式为L=2×(桥架高×sin22.5°) 。
腰三角形使用工具切掉后,弯曲桥架即可得两45°弯形成的90°桥架弯头 。
线槽下翻90度的做法1、先将桥架两侧板锯开,然后将底板锯断 。
2、然后焊接底板成负90度角,并焊接两侧的10X10线槽使得下翻90即可 。
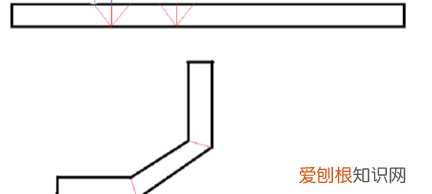
电缆桥架90度弯头制作方法图解1、制作45+45度的平90度弯: 取桥架高度乘以0.4所得值W、 在需要处画出中线后往两边分别量出W成三角型、然后切割所要切的线、弯曲即成 。
文章插图
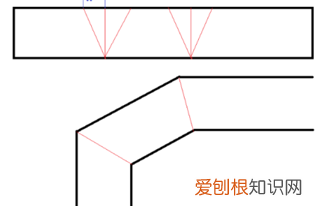
2、 取桥架宽度乘以0.4所得值W、 在需要处画出中线后往两边分别量出W成三角型、然后切割所要切的线、弯曲即成 。
文章插图
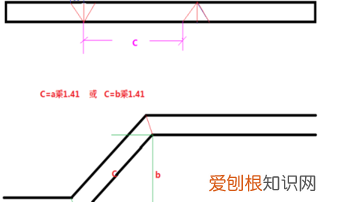
3、取桥架宽度乘以0.4所得值W、 在需要处画出中线后往两边分别量出W成三角型、然后切割所要切的线、弯曲即成 。
文章插图
最后如图所示:

文章插图
扩展资料
电缆桥架是由槽式、托盘式或梯级式的直线段、弯通、三通、四通组件以及托臂(臂式支架)、吊架等构成具有密接支撑电缆的刚性结构系统之全称(以下简称桥架) 。时上涌桥架不断得到市场的认可和接受电缆桥架行业的国产化力度,产品选用优质冷轧钢板,得到广泛关注产品选用优质冷轧钢板,表面工艺有冷镀锌、热镀锌、静电喷涂、防火涂料、烤漆等
电缆桥架安装时的支托,是通过立柱和托臂来完成的 。立柱是支撑电缆桥架的主要部件;而桥架的荷重是通过托臂传递给立柱的 。因此立柱和托臂是电缆桥架安装的两个主要部件 。
参考资料
200桥架下翻90度弯头的做法图解桥架弯曲后的底边长(底部斜边)与桥架宽度同长即可,但范围控制在100-400mm,选定这段长度的两个点,在桥架侧帮上划出相对于底边的两条垂直线,选定桥架弯曲方向做为切割开口侧;
1、由于管件大多数用于焊接,为了提高焊接质量,端部都车成坡口,留一定的角度,带一定的边,这一项要求也比较严,边多厚,角度为多少和偏差范围都有规定 。表面质量和机械性能基本和管子是一样的 。为了焊接方便,管件与被连接的管子的钢种是相同的 。
2、就是所有的管件都要经过表面处理,把内外表面的氧化铁皮通过喷丸处理喷掉,再涂上防腐漆 。这是为了出口需要,再者,在国内也是为了方便运输防止锈蚀氧化,都要做这方面的工作 。
3、就是对包装的要求对于小管件,如出口,就需要做木箱,大约1立方米,规定这种箱子中的弯头数量大约不能超过一吨,该标准允许套装,即大套小,但总重量一般不可超过1吨 。
对于大件y就要单个包装,像24″的就必须单个包装 。另外就是包装标记,标记是要注明尺寸、钢号、批号、厂家商标等 。
扩展资料:
热推弯头成形工艺是采用专用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程 。
推荐阅读


- 微信转账怎样防止对方退回,微信消息如何防止对方撤回信息
- 电脑微信如何更改存储位置,微信文件的默认保存位置如何修改
- 交流座谈会 交流座谈会横幅标语怎么写
- 青岛公立重点小学排名 青岛公立重点小学梯队排名
- 全新h6胎压多少正常,哈弗h6胎压传感器多少钱一个
- 青春有你2在哪个台播出,青春有你3在哪个卫视播出
- 心有希望,前途“光”明——《独行月球》影评
- 企业微信微文档如何添加水印
- wps打开没有表头怎么回事,手机WPS表格表头不见了怎么办